
Introduction
Floor space is expensive. For warehouse managers dealing with inventory overflow, seasonal surges, or tight capital budgets, the instinct to avoid a $55–$200 per position racking investment is entirely reasonable. Block stacking — placing palletized loads directly on the floor in organized lanes — has been the practical answer for decades.
But block stacking only works when it's done right. The method's simplicity is deceptive. Pallet failures, stack collapses, and honeycombing losses are common consequences of treating floor storage as an afterthought.
This guide covers what block stacking is, where it fits best, how to execute it safely, what your pallets need to handle the load, and how it compares to pallet racking — so you can make a clear-headed decision for your operation.
Key Takeaways
- Block stacking places palletized loads directly on the floor without racking: best suited for uniform SKUs, fast movers, and dock staging
- Zero racking investment required, making it the most flexible low-cost storage option available
- Pallet quality is non-negotiable: intact deck boards and adequate static load capacity are safety requirements, not optional guidelines
- Stack height has no universal OSHA limit — facilities must establish written site-specific standards
- When SKU variety grows or inventory slows, pallet racking typically delivers better long-term value
What Is Block Stacking?
Block stacking is a floor-storage method where palletized unit loads are stacked directly on the warehouse floor in compact, rectangular rows or lanes. No fixed racking required. Lanes run single-deep or double-deep depending on available space and SKU volume, with stack height determined by load strength and ceiling clearance.
Warehouse & Distribution Science defines lane depth as the number of pallets stored back-to-back from the aisle, and height as the number of pallets stacked vertically. It's the oldest storage approach in the book — requiring floor space and sound pallets, not specialized equipment.
Where Block Stacking Fits
It's most common in:
- Food and beverage distribution — uniform cases of canned goods, beverages, or bagged products in bulk
- Retail distribution centers — inbound staging before slotting into rack
- Manufacturing — finished goods holding before outbound shipment
- Cross-docking operations — short-dwell buffer zones near loading docks where goods move quickly
The method's effectiveness depends on four variables: stack pattern, load uniformity, pallet quality, and aisle discipline. Get any one of those wrong and you'll see product damage or blocked lanes before the shift ends.
Key Benefits of Block Stacking
No Capital Outlay
Block stacking requires zero rack hardware — no uprights, no beams, nothing to install. Businesses can store large volumes of product immediately, which is especially valuable for startups, overflow situations, or facilities with seasonal inventory swings.
By comparison, selective pallet racking runs roughly $55–$200 per pallet position based on vendor estimates — a number that adds up fast across hundreds of positions.
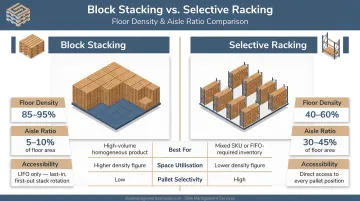
Better Floor Density (When Lanes Are Full)
A 1999 Plant Engineering layout analysis found block stacking achieved 7.6 sq ft per pallet versus 10.04 sq ft for selective racking. Aisles consumed just 34% of floor area compared to 58% for rack systems.
Double-deep floor lanes push density further. Warehouse & Distribution Science notes double-deep configurations fit roughly 41% more pallet positions than single-deep in the same footprint. These are older benchmarks, but the core principle holds: fewer aisles mean more product on the floor.
Layout Flexibility
No permanent structure means you can reconfigure in hours. That matters when SKU mix shifts, a new product line arrives, or a seasonal surge requires a temporary overflow zone. Fixed racking offers none of that adaptability.
Operational Cost Savings at Scale
A 2020 study in the International Journal of Production Economics found that optimizing block-stacking layout factors can save up to 10% of operational costs in beverage distribution. This is a layout design finding — meaningful specifically for high-volume, uniform-SKU environments where lane configuration is tightly managed.
Cross-Docking and Staging Compatibility
Block stacking is the natural choice for dock buffer zones. Mecalux defines a staging area as a rack-free zone in front of loading docks where goods are temporarily placed before receiving, dispatch, or further processing. When goods have short dwell times, block stacking keeps them accessible and moving without the overhead of slotting into a rack system.
Limitations and Challenges of Block Stacking
Block stacking trades flexibility for simplicity — and that tradeoff has real costs that show up in capacity, product integrity, and inventory control.
Honeycombing Erodes Storage Efficiency
Once a lane is partially depleted, the remaining empty space in that lane can't be used for another SKU without double handling. Interlake Mecalux defines this as warehouse honeycombing — the loss of effective storage capacity caused by trapped empty positions.
The 1999 Plant Engineering example used a 36% honeycombing allowance in its design calculations. That's a substantial capacity hit, and it worsens with slow-moving or deep-lane inventory.
Mitigation strategies:
- Size lanes to match actual order quantities
- Move fast movers into deeper lanes, slow movers into shallower ones
- Actively consolidate partial lanes rather than leaving gaps
Load Damage Risk
Upper-tier pallets bear directly on the product and packaging below. Crushed cartons, punctured containers, and compressed boxes degrade carton compression strength and create stability risks that often go undetected until a stack fails. Block stacking is not suitable for fragile, crushable, or irregularly shaped loads.
Low Selectivity
Block stacking typically operates in LIFO sequence — last in, first out. That's a poor fit for FIFO-sensitive inventory like food products with expiration dates, or for operations with high SKU variety requiring individual pallet access.
If your operation handles many SKUs with frequent individual picks, floor storage forces extra handling at every retrieval — a cost that selective racking avoids entirely.
How to Block Stack Pallets Safely: Step-by-Step Best Practices
Start with Proper Load Unitization
Every unit load must be stabilized before stacking. Stretch wrap, strapping, banding, and corner boards all serve a function here:
- Stretch film prevents carton shift during stacking and retrieval
- Strapping or banding holds irregularly shaped loads together under vertical pressure
- Corner boards distribute edge pressure evenly, protecting carton integrity when stacked
Weight must be centered, and the top surface of the load must be flat to receive the next tier. A leaning or irregular load at tier one becomes a collapse risk by tier three.
Skid Management Services supplies stretch film, corner boards, and strapping alongside its pallet products — consolidating pallet and packaging supply through a single source.
Choosing a Stable Stacking Pattern
Interlocking patterns (brick or pinwheel) are the safer approach — each tier's joints are offset from the tier below, distributing lateral forces and resisting sideways shift.
Column stacking (aligned joints) is faster to build and preserves box compression strength, but it's far less stable under lateral load. It should be avoided beyond two tiers and is not appropriate for any stack where worker access or traffic proximity creates risk.
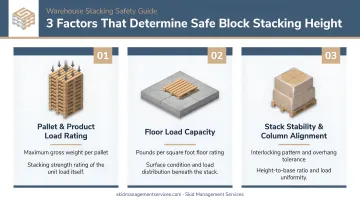
Setting Maximum Stack Height
Stack height must account for three factors:
- Carton crush strength — the bottom load must support cumulative weight above it
- Pallet static load capacity — the bottom pallet carries everything above it
- Fire clearance requirements — 2018 IFC 315.3.1 requires storage at least 18 inches below sprinkler deflectors in sprinklered areas, or 2 feet below the ceiling in nonsprinklered areas
A common rule of thumb limits free-standing stacks to a height no greater than three times the smaller base dimension — but this comes from toolbox-style safety guidance, not OSHA or ANSI standards. Treat it as a starting point, not a compliance threshold.
OSHA 29 CFR 1910.176(b) is the governing standard: materials must be "stacked, blocked, interlocked and limited in height so that they are stable and secure against sliding or collapse." There is no universal height limit in the regulation. Facilities must document their own written stack height standards and confirm requirements with their Authority Having Jurisdiction (AHJ) before finalizing procedures.
Lane Layout and Aisle Management
Once height limits are set, aisle dimensions need the same level of attention. Proper aisle sizing depends on the specific powered industrial truck in use. Toyota's forklift aisle calculation, for example, adds the basic right-angle stacking width plus load length plus 12 inches, but the exact figure varies by truck model. Check your equipment manufacturer's specifications rather than assuming a fixed number.
Best practices for lane and aisle management:
- Mark lane widths on the floor with paint or tape
- Install corner guards or bollards at high-traffic intersections
- Conduct shift-start inspections for signs of lean, crushed bottom cartons, or overhanging loads
- Document a protocol for breaking down and restacking any unstable load before it becomes a hazard
Pallet Quality Requirements for Block Stacking
This is where block stacking operations most often fail. In a rack system, the steel carries the load. In floor storage, the bottom pallet is the structural member.
Static Load Capacity
Four stacked loads at 2,000 lbs each require the bottom pallet to carry 8,000 lbs. That's not theoretical — it's the cumulative math of block stacking.
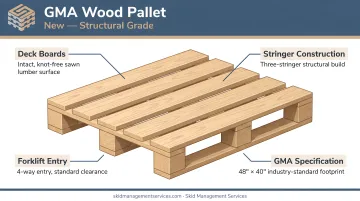
PalletOne lists a 2,500 lb minimum load-bearing capacity for standard 48"×40" GMA pallets, but a Pallet Design System (PDS) analysis shows safe load changes dramatically with stacking condition: 5,659 lbs allowable one-high drops to 2,902 lbs when three-high. Virginia Tech's Center for Packaging and Unit Load Design confirms that pallet carrying capacity is not a single fixed number — support condition, load type, pallet design, and stack height all affect it.
The practical implication: confirm static load specs with your pallet supplier for your specific load and stack configuration.
Deck Board Integrity
A single missing or cracked deck board — especially outer boards or center cluster boards — shifts bearing pressure unevenly and can trigger stack failure. Virginia Tech research found that high-stiffness pallet top decks increased box compression strength by 29–35%, meaning deck condition directly affects the load above.
Every pallet entering a block stack should be visually inspected. Damaged pallets must be removed from service before loading.
Exposed Fasteners and Splintered Boards
Protruding nails or splintered wood can puncture bags, bottles, or cartons in the load above or below. Liquid leaks degrade carton compression strength — a stability risk that builds slowly and may not be visible until a collapse occurs.
Sourcing Consistent-Quality Pallets
Pallet-related failures in block stacking are largely preventable when you source from a supplier who grades consistently and can match specifications to your actual load and stack configuration. For high-stack applications in particular, standard off-the-shelf specs may not be enough — deck board layout and structural build should be confirmed against your specific weight and height requirements.
Skid Management Services supplies new GMA 48"×40" pallets, block pallets, and custom-spec pallets nationally. Their custom options allow structural specifications to be matched to load requirements, with supply backed by their own inventory and a national supplier network.
Block Stacking vs. Pallet Racking: Choosing the Right Solution
Decision Framework
Choose block stacking when:
- Products are uniform — single SKU per lane, consistent dimensions
- Turnover is fast enough to prevent severe honeycombing
- Capital budget is constrained or the layout needs to stay flexible
- Use case is staging, overflow, or cross-docking
Choose pallet racking when:
- Multiple SKUs require individual pallet access
- Products are fragile, crushable, or irregularly shaped
- Inventory turns slowly or has FIFO requirements
- Long-term scalability or automation compatibility matters
Side-by-Side Comparison
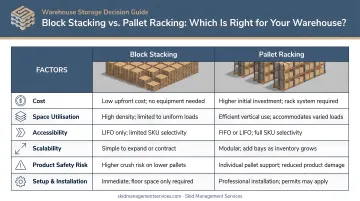
| Factor | Block Stacking | Pallet Racking |
|---|---|---|
| Upfront cost | None (floor space only) | $55–$200 per position |
| Floor density | High (34% aisle ratio) | Lower (58% aisle ratio) |
| SKU selectivity | Low (LIFO) | High (individual access) |
| Product protection | Lower (load-on-load) | Higher (rack bears weight) |
| Layout flexibility | High (reconfigure in hours) | Low (fixed structure) |
| Best fit | Bulk uniform SKUs, staging | Mixed SKUs, fragile goods |
The Hybrid Approach
Most warehouses don't need to choose one method entirely. A practical hybrid layout uses block stacking for inbound staging, overflow, and fast-moving bulk SKUs near the docks. Selective or drive-in racking then handles slower movers, high-value items, and anything requiring FIFO access.
The logic is straightforward: move SKUs from floor storage to rack when access frequency, damage risk, or labor costs make racking the cheaper option over time. That threshold varies by operation, but most facilities find that 20–30% of SKUs drive the case for rack while the rest are best left on the floor.
Frequently Asked Questions
What is the OSHA regulation for stacking pallets?
OSHA 29 CFR 1910.176(b) requires that stacked materials be stable and secured against sliding or collapse, with height limited accordingly. No single universal height number exists in the standard. Facilities must establish written site-specific standards and consult their Authority Having Jurisdiction for local fire and building code requirements.
What is the difference between racking and block stacking?
Racking uses structural steel frames to support loads at multiple levels, giving direct access to each pallet position. Block stacking places loads on the floor with each tier bearing on the one below. Racking gives better accessibility and product protection, while block stacking costs less and works well for bulk, uniform SKUs where flexibility matters more than individual pallet access.
How high can you stack pallets when block stacking?
There is no universal maximum — height depends on load crush strength, pallet condition, floor flatness, and clearance requirements (including 18 inches below sprinkler deflectors per IFC 315.3.1). The "3x base dimension" rule is a useful starting point, but every facility must document and enforce its own written standard.
What types of products are best suited for block stacking?
Uniform, cube-shaped single-SKU loads work best — canned goods, beverages, bagged products, and boxed items where loads can support stacking weight and turnover is fast enough to prevent significant honeycombing.
What pallet quality is needed for block stacking?
Pallets must have sufficient static load capacity for the cumulative weight above them, all deck boards must be intact and undamaged, and there should be no exposed fasteners or significant structural defects. Damaged pallets must be pulled from block stacking operations.
How do you prevent honeycombing in block stacking?
Three practices make the biggest difference:
- Size lanes to match actual order quantities rather than defaulting to maximum depth
- Use a FIFO lane rotation system and consolidate partial lanes when inventory drops
- Slot fast movers into deeper lanes and slow movers into shallower ones to minimize dead space


